
13592588215
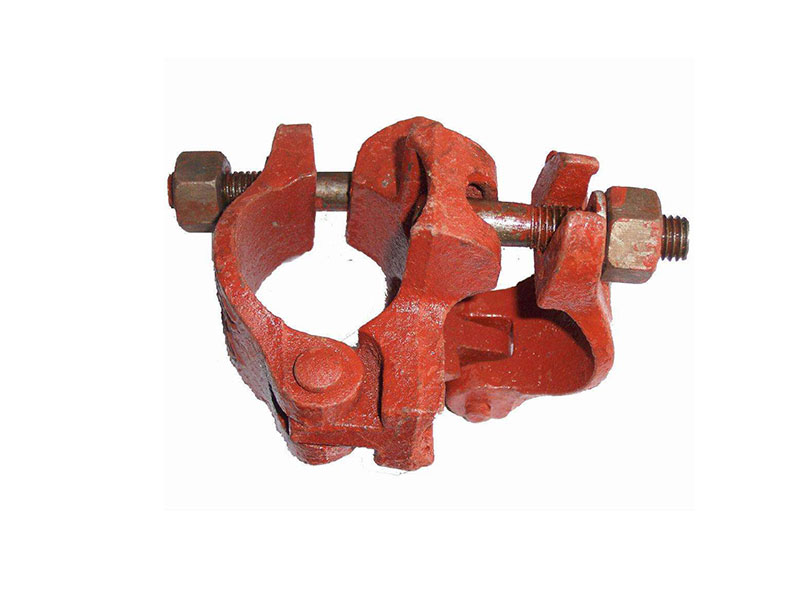
腳手架扣件的生產制造方式 包含后蓋板及正中間部的壓合加工工藝生產制造方式 。如何正確應用轉動腳手架扣件?鄭州腳手架扣件租賃公司為大家簡單介紹一下吧!
后蓋板的生產制造方式為由厚鋼板經沖壓機床出成毛胚后,將毛胚加溫,用沖壓機床沖破后蓋板的樣子,產品工件制冷后入式沖孔機沖壓機床沖破地腳螺栓孔,隨后將產品工件放進撅嘴機里,在張口孔的兩側兩側各撅起一突起后成形。
正中間部的生產制造方式 為厚鋼板經沖壓機床毛胚后,在十字線豎向安裝地腳螺栓部位沖破長形孔,將產品工件加溫,依照沖壓加工出正中間部的樣子。
制冷后將產品工件放到斜型臺子上,對每一個孔開展精沖,成形。本加工工藝擴大了腳手架扣件的延展性,不容易形變,腳手架扣件經熱沖壓模具后,提升了R斜線傾斜度,使接口聯接面總面積擴大,進而使觸碰總面積擴大,擴大滑動摩擦力,使鋼管扣件更可以信賴。
腳手架扣件式無縫鋼管模板支架工程施工前應定編工程施工方案,制訂較為嚴苛縝密的工程施工方案,假如計劃方案制訂的不太好,在工程施工時就會有將會出現一些不能意料的惡性事件。
常常對腳手架扣件的外型品質開展檢驗,若有縫隙、形變或地腳螺栓出現滑扣的腳手架扣件禁止應用;防止應用這種不過關的腳手架扣件出現工程施工常見故障和安全事故。
架設腳手架扣件式模板支架應用的無縫鋼管、腳手架扣件,應用前應開展取樣檢驗,取樣檢驗無縫鋼管、腳手架扣件的品質和外型是不是符合規定,相關抽樣檢驗總數按相關要求實行,要依照占比開展取樣檢驗,沒經檢驗或檢驗不過關的一律不可應用。
有關轉動腳手架扣件的承載能力,工作層上的工程施工載荷應合乎設計方案規定,不可超重,要承重相對的凈重,鋼管腳手架不可與模板支架相接,相接時要開展解決,確保腳手架扣件的有效承載貨量。
 ??備案號:
??備案號: